客户背景
客户名称:国内某领先PCB精密钻孔设备制造商
应用设备:GTD-650型高速PCB钻孔机电主轴(标配转速18万转/分钟)
核心痛点:
主轴在满负荷(18万转)连续运行40分钟后,前轴承位温升突破65℃,触发设备过热报警停机;
轴承平均寿命仅6个月(约2500小时),频繁更换导致产线停工,单次维护成本超2万元;
加工高密度HDI板时,因热变形导致钻孔位置精度漂移±8μm,废品率上升至3.5%。
轴承型号:SKL HCB71916-EDLR-T-P4S(超精密角接触混合陶瓷轴承)
技术配置:
滚动体:HIP烧结氮化硅陶瓷球(G5级精度,直径φ7.144mm±0.13μm)
内外圈:渗碳钢(表面硬度HRC62)
预紧方案:轻预紧(轴向预载80N),适配高速离心膨胀补偿
耐温范围:-30~150℃
改造步骤:
替换原主轴前端的2组钢球轴承(背对背配置)为SKL混合陶瓷轴承;
优化油气润滑管路,将油雾喷射点对准轴承滚道接触区;
加装温度传感器(PT100)实时监控轴承外圈温度。
性能对比实测数
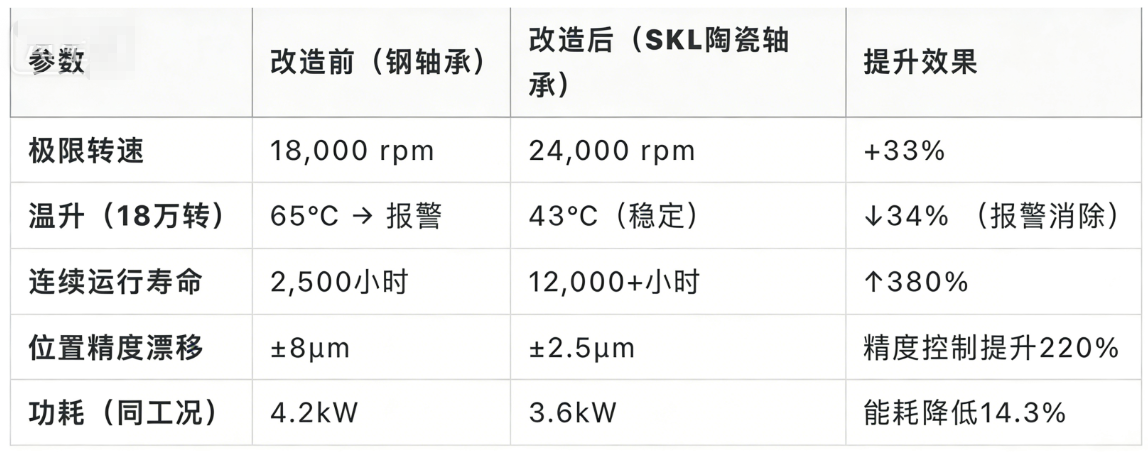
生产效率提升:
主轴可24小时连续运行,消除过热停机,PCB钻孔日产能增加25%;
支持0.1mm微型钻头加工(需24万转),抢占高密度IC载板市场。
综合成本下降:
轴承更换周期从6个月延长至3年以上,维护成本年节省12万元;
废品率由3.5%降至0.8%,年减少质量损失85万元。
该案例证明,SKL混合陶瓷轴承并非简单部件替换,而是系统性解决电主轴热-力耦合难题的钥匙:
通过材料特性(低密度、低热膨胀)打破钢轴承的物理极限;
协同润滑与预紧设计,将理论优势转化为可量产的工程方案;
最终实现速度、精度、寿命的同步跃升,为客户创造链式价值。
访问SKL官网:http://sklgroup.de/cn/或拨打技术热线:13341670691,免费获取轴承样册与行业适配方案!







 当前位置:
当前位置:
 地址:上海市浦东新区科苑路88号德国中心2号楼723室
地址:上海市浦东新区科苑路88号德国中心2号楼723室 手机:13341670691
手机:13341670691 电话:021-61650612
电话:021-61650612 微信:13341670691
微信:13341670691